
जे मित्र करतातगुंतवणूक कास्टिंगहे जाणून घ्या की हा व्यवसाय "तपशील निश्चित करणे किंवा अपयश" याबद्दल आहे. ग्राहकांना एअरक्राफ्ट ब्लेड, वैद्यकीय उपकरणे किंवा सुस्पष्टता इन्स्ट्रुमेंट पार्ट्स हवे असतील आणि 0.01 मिमीचा फरक उत्पादन भंगार करू शकेल. आज, कास्टिंगची अचूकता कशी मिळवायची याबद्दल बोलूया.
1. मेण मॉडेल मेकिंग - अचूकतेचा "पहिला पास"
मेण मॉडेल कास्टिंगच्या "जनुक" सारखे आहे. जर ही पायरी कुटिल असेल तर उर्वरित सर्व व्यर्थ ठरतील. आता मुख्य प्रवाहात 3 डी प्रिंटिंग मेण मॉडेल्स वापरल्या जातात आणि हलकी-बरे झालेल्या राळची अचूकता ± 0.05 मिमी पर्यंत पोहोचू शकते, जे पारंपारिक हाताने तयार करण्यापेक्षा बरेच चांगले आहे. परंतु तापमान नियंत्रणाकडे लक्ष द्या. जर कार्यशाळेचे तापमान 5 by ने भिन्न असेल तर, मेण मॉडेलचा संकोचन दर अनियमित असू शकतो. स्थिर तापमान आणि आर्द्रता उपकरणे वापरण्याची शिफारस केली जाते, हे थोडे पैसे वाचवू नका.
2. शेल बनवण्याची प्रक्रिया - सिरेमिक शेल आपल्याला "खड्डा" देऊ नका
सिलिका सोल पेंटचे किती स्तर लागू केले जातात आणि प्रत्येक थर किती जाड होतो हे अंतिम आकारावर थेट परिणाम करते. एक कारखाना आळशी होता आणि एक कमी थर ब्रश केला, परिणामी कास्टिंगच्या पृष्ठभागावर वाळूच्या छिद्रांमुळे. आता "ग्रेडियंट शेल मेकिंग" वापरणे लोकप्रिय आहे - बाह्य थरसाठी आतील थर आणि खडबडीत पावडरसाठी बारीक पावडर, जे केवळ गुळगुळीतपणाची सुनिश्चित करू शकत नाही तर तणाव विकृती देखील कमी करू शकते. बर्याच काळासाठी शेल कोरडे करण्याचे लक्षात ठेवा, अन्यथा ते डिवॅक्सिंग दरम्यान थेट "स्फोट" होईल.
3. वितळणे आणि ओतणे - पिघळलेल्या धातूचे "स्वभाव" समजणे आवश्यक आहे
स्टेनलेस स्टील आणि उच्च-तापमान मिश्र धातुचा संकोचन दर 1%पेक्षा भिन्न असू शकतो! मोल्ड आकार सामग्रीच्या गुणधर्मांनुसार समायोजित करणे आवश्यक आहे. ओतण्याचे तापमान आणखी गंभीर आहे. एका विशिष्ट विमानचालन भागांच्या कारखान्याने थेट कास्टिंग रद्द केली कारण तापमान 20 ℃ जास्त होते आणि धान्य आकार खडबडीत होता. आता आम्ही आगाऊ अनुकरण करण्यासाठी मोल्ड फ्लो विश्लेषण सॉफ्टवेअर वापरतो, जे चाचणी आणि त्रुटीपेक्षा बरेच विश्वासार्ह आहे.
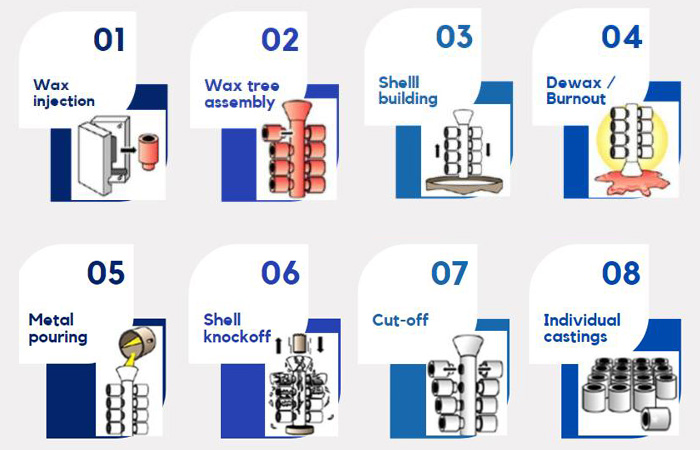
4. पोस्ट -प्रोसेसिंग - पीसणे क्रूर शक्तीवर आधारित नाही
च्या बुरुजांना पीसण्यासाठी रोबोट वापरणे अधिक स्थिर आहेगुंतवणूक कास्टिंगमॅन्युअल कामापेक्षा, परंतु प्रोग्रामिंग ठीक आहे. मी लोकांना त्रास वाचवण्यासाठी मोठ्या ग्राइंडिंग व्हील्सचा वापर करताना पाहिले आहे, परंतु ते पातळ-भिंतींच्या भागांमधून पीसतात. "मॅग्नेटिक ग्राइंडिंग" आता लोकप्रिय आहे. लहान भाग चुंबकीय क्षेत्रात स्वत: हून गोल केले जातात आणि अचूकता ± 0.02 मिमी पर्यंत नियंत्रित केली जाऊ शकते.
5. तपासणी पद्धती - "ब्लाइंड बॉक्स उघडण्यासाठी" शिपमेंट होईपर्यंत प्रतीक्षा करू नका
तीन-समन्वय मोजण्याचे मशीन प्रमाणित आहे, परंतु एक्स-रे दोष शोधणे विसरू नका. तेथे एक कारखाना होता ज्याने टर्बाइन ब्लेड बनविले. पृष्ठभागाची तपासणी सर्व पात्र होती, परंतु एक्स-रेला अंतर्गत छिद्र सापडले आणि जवळजवळ ग्राहकांची ऑर्डर गमावली. आता एआय व्हिज्युअल तपासणी देखील वापरली जाते, जी मानवी डोळ्यापेक्षा वेगवान आहे आणि चुका करत नाही.
निष्कर्ष:
अंतिम विश्लेषणामध्ये, कास्टिंगची अचूकता "संयोजन पंच" च्या संपूर्ण संचाद्वारे प्राप्त केली जाते. मेणाच्या साच्यांपासून तपासणीपर्यंत प्रत्येक दुवा गांभीर्याने घेतला पाहिजे. आता बाजारपेठेतील स्पर्धा इतकी तीव्र आहे, ज्याला अचूकतेत अतिरिक्त 0.01 मिमी मिळू शकेल त्याला उच्च-अंत ऑर्डर घेऊ शकेल. पुढच्या वेळी ग्राहक "अचूकता कशी सुनिश्चित करावी" असे विचारेल, फक्त हा लेख त्याच्याकडे फेकून द्या - व्यावसायिक बाबी व्यावसायिक पद्धतींनी सोडवल्या पाहिजेत.
एक व्यावसायिक निर्माता आणि पुरवठादार म्हणून आम्ही उच्च-गुणवत्तेची उत्पादने प्रदान करतो. आपल्याला आमच्या उत्पादनांमध्ये स्वारस्य असल्यास किंवा काही प्रश्न असल्यास, कृपया मोकळ्या मनानेआमच्याशी संपर्क साधा.
आमचे बहुतेक कोट २४/३६ तासांत वितरित केले जातात. आणि प्रकल्पाच्या तपशिलांवर अवलंबून सहसा कमी वेळेत.
तुम्हाला तुमच्या कोटेशनचे सर्व पैलू मिळले असल्याची आणि समजून घेण्याची खात्री करण्यासाठी आमची टीम तुमच्या CNC मशिनिंग कोटबद्दल तुमच्याशी थेट संपर्क करेल आणि तुमच्या पर्यायांबद्दल असल्याच्या कोणत्याही प्रश्नांची उत्तर देण्यासाठी.